- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

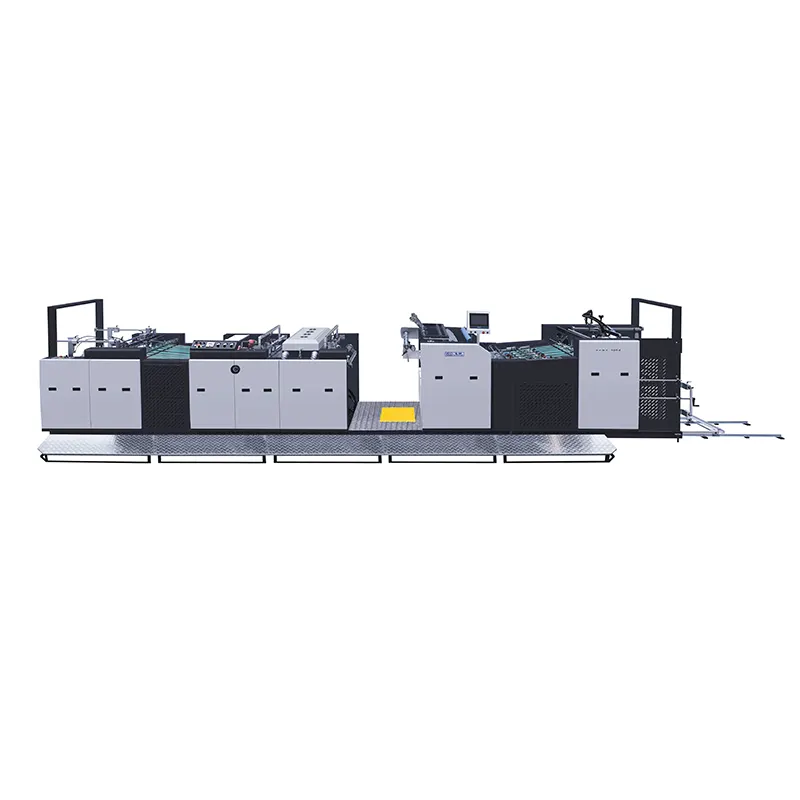
Работен принцип на автоматска машина за ламинирање на филмови
Во современата индустрија за печатење и сродни преработувачки индустрии,Автоматски машини за ламинирање на филмовиИграјте исклучително важна улога. Тие можат да применат заштитен филм на површината на разни печатени материјали или други материјали, што не само што го подобрува изгледот и текстурата на производите, туку и ја подобрува нивната издржливост и заштитните перформанси. Да се има детално разбирање на работниот принцип на автоматските машини за ламинирање на филмот е од големо значење за практичарите во релевантните индустрии, корисниците на опрема и оние заинтересирани за процеси на печатење на пакување. Тоа им помага да донесат помудри одлуки и да преземат посоодветни активности во аспекти, како што се набавка на опрема, работа, оптимизација на процесите и решавање на проблеми. Оваа статија ќе спроведе сеопфатна и детална анализа на работниот принцип на автоматските ламинирани машини за да ги открие техничките мистерии и механизмите за работа зад нив.
I. Основни компоненти на автоматски машини за ламинирање на филмови
(З) Механизам за отпадоци
Механизмот што се развива е почетниот дел од автоматската машина за ламинирање на филмот и главно е одговорен за носење и ослободување на филмот за да се ламинира. Обично е опремен со прилагодлив систем за контрола на напнатост за да се обезбеди дека филмот може да се појави со стабилна и униформа напнатост во текот на целиот процес на ламинирање. На пример, сензорот за напнатост се користи за да се следи напнатоста на филмот во реално време, а со помош на мотори или сопирачки и други уреди, се прават динамични прилагодувања според поставените вредности за да се избегне истегнување на филмот и деформација предизвикана од прекумерна затегнување или филмско згрутчување заради недоволна напнатост, со што се обезбедува добра основа за снабдување со филмови за последователните процеси на ламинација.
(Ii) Систем за апликација за лепак
Основната функција на системот за апликација за лепак е рамномерно нанесување на лепак на површината на филмот. Во зависност од различни барања за процеси на ламинирање и типови на лепак, постојат различни методи на апликација за лепак. Заедничката е ролна облога, која користи ролери за обложување за да собере лепак од резервоарот за лепак и да го пренесе рамномерно на филмот. Овој метод може прецизно да ја контролира количината на применета лепак и е погодна за разни вискозности на лепак и филмски материјали. Покрај тоа, постои и метод за обложување на нож. Со употреба на стругалка за да се отстрани вишокот лепак, на филмот се остава само униформа и прецизно густ слој на лепак, што е особено погодно за фини операции за ламинирање со високи барања за количина на лепак, како што е ламинирање на материјали за пакување за електронски компоненти.
(Iii) механизам за ламинирање
Механизмот за ламинирање е клучен дел за реализирање на поврзувањето на филмот и подлогата. Главно се состои од ролери за притисок и ролери за греење (во топол процес на ламинирање) или ролери за ладење (во процесот на ладинирање на ладини). Ролерот за притисок применува одреден притисок за да се направи филмот со лепак тесно да се контактира со подлогата, осигурувајќи дека лепилото може целосно да се навлажни и да ги врзува двете. Во процесот на топло ламинирање, ролерот за греење ја пренесува топлината на филмот и подлогата за да се направи лепилото брзо да се зацврсти, подобрувајќи ја цврстината на ламинаминот и ефикасноста на производството. Додека е во ладен процес на ламинирање, ролерот за ладење ја намалува температурата на лепилото за да се направи постепено да се зацврстува во природна состојба. Овој процес е релативно еколошки и е погоден за некои материјали кои се чувствителни на температурата или не треба да се загреваат.
(Iv) Механизам за премотување
Механизмот за премотување се наоѓа на крајот на автоматската машина за ламинирање на филмот и неговата функција е уредно да ги ветер на ламинираните производи. Слично на механизмот за отпадоци, механизмот за премотување, исто така, има функција за контрола на напнатост за да се обезбеди рамност и затегнатост на производите за време на процесот на ликвидација. Во меѓувреме, може да биде опремена со уред за мерење на должина или бројач за точно да ја брои должината или количината на ламинираните производи, што е погодно за управување со производството и контрола на квалитетот. На пример, во големо ламинирано производство на печатени материјали, уредот за мерење на должината може точно да ја контролира должината на секоја ролна ламинирани производи за да обезбеди конзистентност на спецификациите на производот.
Ii. Работен процес на автоматски машини за ламинирање на филмови
(З) филм што се развива и предтретман
Прво, избраната филмска ролна е инсталиран на механизмот што се развива, а системот за контрола на напнатоста на механизмот за отпадоци првично е поставен според параметрите како што се материјалот, дебелината и ширината на филмот. По започнувањето на механизмот за отпадоци, филмот почнува полека да се објавува под влечење на напнатоста и минува низ серија на ролери за водичи за непречено внесување на системот за апликација за лепак. Пред да влезете во системот за апликација за лепак, може да има процеси на предтретман, како што се отстранување на прашина и статичка елиминација за да се отстранат честичките од прашина и статичката електрична енергија на површината на филмот, подобрување на ефектот на адхезија на лепилото на филмот и обезбедување на квалитетот на ламинацијата. На пример, со употреба на статички елиминатор за ослободување на спротивни обвиненија за неутрализирање на статичката електрична енергија на површината на филмот, спречува прашината да биде тешко да се отстрани заради електростатска адсорпција.
(Ii) апликација за лепак
Откако филмот ќе влезе во системот за апликација за лепак, системот за апликација за лепак започнува да работи според методот и параметрите на претходно поставениот лепак. На пример, кога користите ролна облога, ролерот за обложување се врти со одредена брзина за да го натопи лепак од резервоарот за лепак, а потоа рамномерно го нанесува лепилото на површината на филмот. За време на овој процес, факторите како што се вискозноста на лепак, брзината на вртење на ролерот за обложување, нивото на лепак во резервоарот за лепак и јазот помеѓу стругачот и ролерот за обложување, сите ќе влијаат на количината и униформноста на применетиот лепак. Операторите треба точно да ги прилагодат овие параметри според реалните барања за ламинирање и карактеристиките на материјалот за да го добијат посакуваниот ефект на апликација за лепак. На пример, кога ламинираниот производ има поголем услов за дебелина на лепак, брзината на вртење на ролерот за обложување може соодветно да се зголеми или нивото на лепак во резервоарот за лепак може да се зголеми. Кога е потребен потенки и поеднички слој за лепак, јазот помеѓу стругачот и ролерот за обложување може да се намали.
(Iii) сврзување и лекување
Филмот со лепак продолжува да се транспортира напред и влегува во механизмот за ламинирање. Во тоа време, подлогата (како што се печатени материјали, хартија, табли, итн.) Исто така се испраќа до механизмот за ламинирање преку соодветниот уред за пренесување за да се исполни филмот. Во механизмот за ламинирање, ролерот за притисок применува одреден притисок за да се направи филмот и подлогата тесно врзани заедно, а лепилото почнува да ги навлажнува и ги врзува двете под дејството на притисок. Во процесот на топло ламинирање, ролерот за греење ја пренесува топлината во врзаниот филм и подлогата за да се направи лепилото брзо да се зацврсти и да формира цврст ламиниран слој. Температурата на ролерот за греење, притисокот на ролерот за притисок и времето на сврзување, сите треба да се оптимизираат и прилагодат според различни комбинации на материјали и барања за ламинирање. На пример, за некои подлоги со релативно тешка текстура, можеби е потребно соодветно да се зголеми притисокот на ролерот за притисок за да се обезбеди целосно сврзување помеѓу филмот и подлогата. За некои материјали чувствителни на топлина, температурата на ролерот за греење треба да се намали за да се спречи материјалите да се деформираат со топлина. Во ладниот процес на ламинирање, ролерот за ладење игра улога во намалувањето на температурата на лепак и промовирање на нејзината природна зацврстување. Иако времето на лекување е релативно долго, може да го избегне ризикот од деформација на материјалот предизвикана од греење.
(Iv) Повторно премотување и завршување на готови производи
Ламинираните и излечените производи конечно влегуваат во механизмот за премотување. Механизмот за премотување ги разгледува производите уредно според поставената напнатост и брзината на ликвидација. За време на процесот на премотување, системот за контрола на напнатоста ја следи и ја прилагодува тензијата за ликвидација во реално време за да се осигура дека производите се ранини цврсто и тешко. Во меѓувреме, уредот за мерење на должината или контра -евиденцијата на должината или количината на производите за рани. Кога ќе се достигне претходно поставената вредност, механизмот за премотување автоматски престанува да работи. По завршувањето на премотувањето, производите можат дополнително да се организираат, сечат или спакуваат според потребите за последователно складирање, транспорт или продажба. На пример, за некои ламинирани производи со голем формат, можеби ќе треба да се исечат на производи со помала големина кои исполнуваат специфични барања за спецификација и потоа спакувани.
Како заклучок,Автоматски машини за ламинирање на филмовиМоже да ја заврши операцијата за ламинирање за разни материјали ефикасно и прецизно преку координираната работа на секоја компонента и следење на специфичен процес на работа. Со континуиран напредок на науката и технологијата, работниот принцип на автоматските машини за ламинирање на филмови, исто така, постојано се иновира и оптимизира, а неговите изгледи за примена во печатењето во пакувањето и другите индустрии ќе бидат уште пошироки, обезбедувајќи моќна техничка поддршка за подобрување на квалитетот и диверзифицирање на развојот на производите.
Доколку сте заинтересирани за нашите производи или имате какви било прашања, ве молиме слободно контактирајте со нас дотелефон или е -пошта.



